
Steve Bomford是欧瑞康美科在英国的培训和应用支持经理。Steve对热喷涂充满热情,多年来在许多不同的职位上积累了丰富的热喷涂知识。

一般来说,大多数热喷涂工艺都会产生一股熔融或半熔融的颗粒流,这些颗粒会撞击到待涂覆的表面上(见图1)。后续沉积物的粘附和积聚依赖于动能和热能的结合,以确保创造良好结合涂层的条件。这是粘附作用的一部分,但同样重要的是表面清洁度和表面活化。
说“清洁仅次于神”是千真万确的。合适的脱脂工艺将去除表面的污染物。任何污染都会直接影响结合力。适当的清洁还可以防止活化过程介质(如喷砂)的间接污染,这些介质如若脏污又会再次污染待涂层的表面。
所采用的除脂方法将根据待涂层零件的材料成分和几何形状而有所不同。典型方法包括:
清洁过程完成后,通常需要遮蔽要求来保护不需要涂层的区域。无油脂表面还有一个额外的好处,那就是可以提高随后使用的不论哪款遮蔽胶带的附着力。

图1:热喷涂过程中产生的加热颗粒撞击表面,扁平化并形成薄的飞溅物,附着在待处理表面的不规则处并相互粘附。
一旦待涂覆的零件被脱脂和遮蔽,就需要活化表面,以确保沉积物具有所需的附着力。有几种公认的活化表面类型可适用于涂层涂覆,包括通过机械粗糙化、激光烧蚀、水射流凿毛和喷砂形成的表面(见图2)。本文将重点介绍喷砂工艺。
喷砂可以是手动、半自动或全自动的过程。以我所知,在热喷涂预处理时,绝大多数喷砂应用都是手动的。自动化程度越高,流程的可重复性就越高。这一想法着实不差,但将一个激进的喷砂步骤自动化可能很困难。零件的数量和几何形状通常也是一个决定因素。
通常,喷砂技术需要用到通过压缩空气作用而从喷嘴发射的磨粒颗粒。推动颗粒的方法可能会有所不同,但通常采用的方法是通过使用抽吸(真空)或压力轰击系统。
为了获得可重复的表面轮廓,对喷砂工艺的控制至关重要。重要的控制变量包括(包括但不限于):喷砂距离、气压、喷嘴直径、喷砂角度、运动轨迹等。因此,我们建议为任一喷砂程序创建和使用具有适当公差的参数表。
当然,为工序选择合适的喷砂介质是喷砂过程中另一个非常重要的部分(对于热喷涂,尽量避免核桃壳和玉米芯!)。应基于技术和商业理由做出选择。例如,廉价的钢砂可以很好地切割,但留在基材和涂层之间界面的钢可能会在水性环境中腐蚀,导致涂层失效。
工程热喷涂涂料中最常用的介质主要由熔融氧化铝(氧化铝)制成。通常,这可以是99%+“白色”氧化铝或氧化铝/3%二氧化钛(氧化钛),即所谓的“棕色”氧化铝。添加的二氧化钛提供了更多的韧性。
氧化铝切削力良好,在破碎后仍旧锐利,并且其化学惰性和耐高温能力优异。后两者将基于其对残砂的关联情况,在文章后续探讨。
我们还需要考虑所用砂粒的大小。对于所用介质的优选尺寸,热喷涂行业内部肯定存在不同意见。同时决定涂层结合力的因素很多。在合理的范围内,控制因素是喷砂后达到的表面光洁度。而常用的砂粒尺寸范围为120至20 ASTM目(90至850μm)筛孔尺寸。所用尺寸的选择通常以客户规格为导向。
热喷涂的特点是冶金冷工艺。这意味着传递到基材的热量很低,因此对零件变形和对材料性能的负面影响的担忧尽可忽略。涂层通过机械啮合过程与基体结合,因此通常需要通过毛化工艺对基体进行合适的预处理。
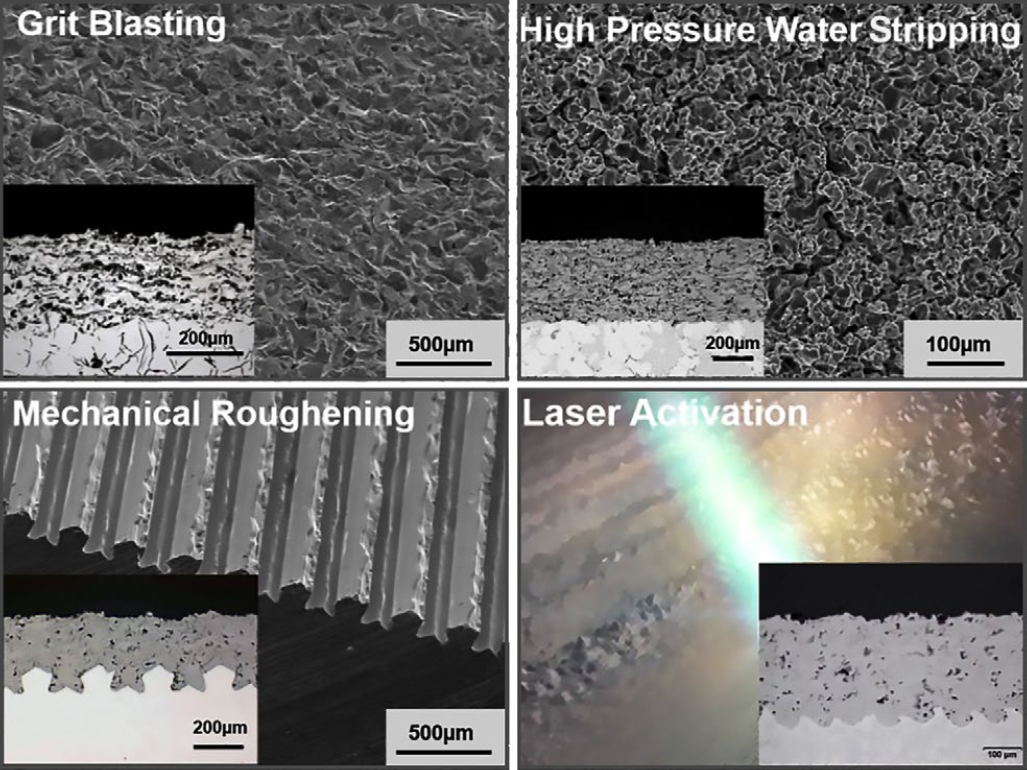
图2:热喷涂表面预处理技术形成的独特形貌。
在确定了我们的喷砂参数和介质后,我们需要确保我们获得了正确的表面光洁度,以使我们的涂层能够结合成最佳状态。理想情况下,我们应该获得一个山峰和山谷的轮廓,而不是丘陵和山谷。当零件移动时,一个好的喷砂表面应该在光线下“闪闪发光”。
拥有适量的“闪烁”有点主观,因此验证表面光洁度的一种常见方法是使用表面轮廓仪。表面粗糙度要求通常指定为最小Ra值,结果以微英寸或微米表示。Ra可能不是最有用的特征指标,因为它仅提供了有限的表面形貌信息(山脉/山谷与丘陵/山谷),但它仍被视为热喷涂工艺中的标准。
下表提供了不同沉积工艺的一些指导性表面粗糙度要求(请注意,1μm在Ra中转换为约40μm)。名义上,系统中颗粒的动能越高,提供足够结合所需的表面粗糙度就越低。同样,客户对制备技术和可接受的粘合强度的要求通常会推翻一般指导方针(但它们确实有帮助!)。
| 喷涂工艺 | 典型的活化工艺 | 典型表面粗糙度 (µm Ra) |
|---|---|---|
| 火焰丝材喷涂 | 喷砂处理 | 15 to 75 |
| 超音速氧燃料喷涂 | 喷砂处理 | 3 to 8 |
| 电弧丝喷涂 | 喷砂处理 | 5 to 15 |
| 大气等离子喷涂 | 喷砂处理 | 5 to 10 |
| 冷喷涂 | 软修磨或喷砂处理 | 1 to 5 |
前面已经提到,需要视觉和可测量的质量控制手段来确保我们有所需的山脉和山谷,但还有其他需要注意的事情,以确保我们有一个稳固的喷砂过程吗?
喷砂时,砂粒滞留可能是一个主要问题。它将以多种方式影响涂层质量和性能。图3显示了喷砂后涡轮机叶片的后缘。如图所示,喷砂介质已被困在冷却槽中。这必须被去除(通过机械手段—压缩空气吹是无效的)。如果它留在原地,会影响涂层结合力,减少通过叶片的空气流量,并可能在使用中脱落,对发动机造成严重损坏。所有的情况都很糟糕。
另一种可能引起问题的夹杂砂粒是在涂层和基材之间的界面上结合的类型。当对表面进行喷砂处理时,一些砂粒会嵌入待涂层的材料中,这是此过程天性使然。如果涂层在砂粒上堆积,最终导致此处成为薄弱区域,这会影响沉积物的结合强度。
在涂层之前,用干净、干燥的压缩空气喷射清洁喷砂表面,可以在一定程度上降低砂粒滞留几率。也许更重要的是,在常规喷砂过程中控制砂粒破碎率,结合为毛化设备制定的维护计划,将创造一个更可重复的过程,以使砂粒滞留比例达到规定的预期。
测量夹杂砂粒的常用方法是通过线交点法在抛光横截面上进行测量。在规定数量的视场内测量每块砂粒,并在采样线长度上计算平均值。同样,可接受的值通常是客户特定的,但典型的最大值是界面被喷砂介质污染的20%。高于此值往往会削弱涂层充分粘附到基材上的能力。
当然,关于预处理问题还有更多要说的。本文的这一点实际上只是为了表明它是一个多么重要的话题(而且通常不被视为如此)。在清洁和活化程序的每个阶段都需要密切控制,以确保形成足够的结合力,并将任何污染保持在较低的水平。
图3:20目氧化铝砂粒被困在涡轮机叶片后缘冷却槽中。
亲爱的朋友们及同事们,
在这篇文章中,我希望探讨所需的前处理过程的一些方面,以确保我们花了大量时间研究的涂层能如设计所需的长期服役、牢固粘接于工件上。我最喜欢的一句话是“你可以拥有世界上最好的涂层,但它对已经同涂层脱离连接的工件毫无益处”。
对清洁和活化方法的回顾,以及在出现问题时需要注意的事项,有望引起人们的兴趣。请原谅我没有涵盖所有内容,但表面活化是一个大话题。
我再次邀请您加入我们的讨论,提出问题,并留下您的个人意见。此外,如果您想让我写一个相关主题的概述,我很乐意考虑(感谢您已经收到的建议)。我希望这篇文章读起来很有趣,很高兴收到您的反馈。
Steve Bomford是欧瑞康美科在英国的培训和应用支持经理。Steve对热喷涂充满热情,多年来在许多不同的职位上积累了丰富的热喷涂知识。
© Copyright 2025 OC Oerlikon Management AG
回到顶部 keyboard_arrow_up
