Oberflächenaktivierung - das Grobe mit dem Glatten verbinden
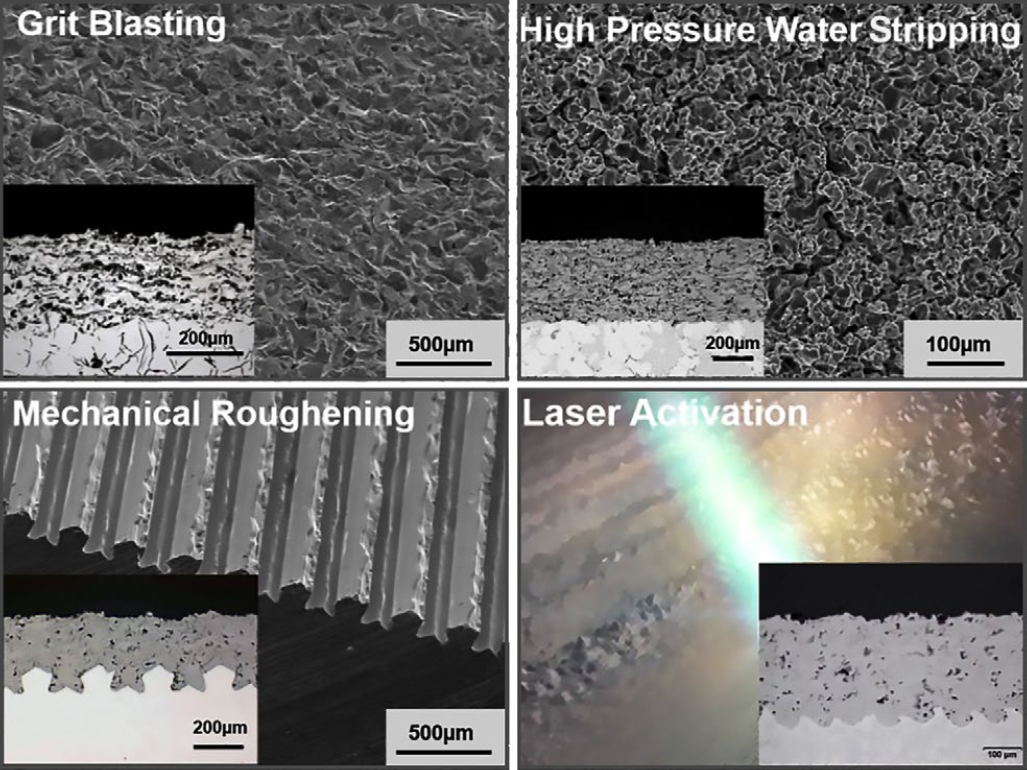
Nachdem das zu beschichtende Teil entfettet und maskiert wurde, muss die Oberfläche aktiviert werden, um sicherzustellen, dass die Beschichtung den erforderlichen Haftungsgrad aufweist. Es gibt mehrere anerkannte Arten von aktivierten Oberflächen, auf die Beschichtungen aufgetragen werden, darunter solche, die durch mechanisches Aufrauen, Laserablation, Wasserstrahlentfernung und Strahlen entstehen (siehe Abbildung 2). In diesem Artikel konzentrieren wir uns auf das Sandstrahlverfahren.
Das Sandstrahlen kann manuell, halbautomatisch oder vollautomatisch durchgeführt werden. Meiner Erfahrung nach wird bei der Vorbereitung auf das thermische Spritzen die überwiegende Mehrheit der Sandstrahlanwendungen manuell durchgeführt. Es ist schön zu denken, dass der Prozess umso reproduzierbarer wird, je mehr er automatisiert ist. Das stimmt zwar, aber die Automatisierung eines aggressiven Strahlverfahrens kann schwierig sein. Auch die Anzahl und die Geometrie der Teile sind oft ein entscheidender Faktor.
In der Regel werden bei der Sandstrahltechnik Strahlmittelpartikel mit Druckluft durch eine Druckluft durch eine Düse geschossen werden. Es gibt verschiedene Methoden, um die Partikel voranzutreiben, aber die übliche Methode ist der Einsatz von Saug- (Vakuum) oder Druckstrahlsystemen.
Die Kontrolle des Strahlprozesses ist von entscheidender Bedeutung, um ein reproduzierbares Oberflächenprofil zu erzeugen. Zu den wichtigen Kontrollvariablen gehören (keine vollständige Liste): Strahldistanz, Luftdruck, Düsendurchmesser, Strahlwinkel, Bewegungsprofil usw. Wir empfehlen daher die Erstellung und Verwendung eines gut tolerierten Parameterblattes für jedes Strahlverfahren.
Der Umgang mit dem Strahlmittel
Natürlich ist die Wahl des richtigen Strahlmittels für die jeweilige Aufgabe ein weiterer sehr wichtiger Teil der Gleichung (beim thermischen Spritzen sollten Sie Walnussschalen und Maiskolben vermeiden). Die Wahl sollte sowohl nach technischen als auch nach wirtschaftlichen Gesichtspunkten getroffen werden. Ein billiges Stahlkorn mag zwar gut schneiden, aber der Stahl, der an der Grenzfläche zwischen dem Substrat und der Beschichtung verbleibt, könnte in einer wässrigen Umgebung korrodieren und zu einem Versagen der Beschichtung führen.
Die bei technischen thermischen Spritzschichten am häufigsten verwendeten Medien bestehen hauptsächlich aus geschmolzenem Aluminiumoxid (Tonerde). In der Regel handelt es sich dabei um mehr als 99 % "weißes" Aluminiumoxid oder um Aluminiumoxid / 3 % Titanoxid, so genanntes "braunes" Aluminiumoxid. Das zugesetzte Titanoxid sorgt für etwas mehr Zähigkeit.
Tonerde lässt sich gut schneiden, bleibt scharf, wenn sie sich zersetzt, ist chemisch inert und kann bei hohen Temperaturen eingesetzt werden. Die beiden letztgenannten Punkte sind wichtig im Zusammenhang mit eingeschlossenen Körnern, auf die wir später in diesem Artikel eingehen werden.
Wir müssen auch die Größe des verwendeten Korns berücksichtigen. In der thermischen Spritzindustrie gibt es unterschiedliche Meinungen über die bevorzugte Größe der zu verwendenden Medien. Es gibt auch viele Faktoren, die eine akzeptabel gebundene Beschichtung definieren. Der wichtigste Faktor ist natürlich die nach dem Strahlen erzielte Oberflächengüte. Die üblicherweise verwendeten Korngrößen reichen jedoch von 120 bis 20 ASTM Mesh (90 bis 850 μm) Siebgröße. Die Wahl der Korngröße richtet sich häufig nach den Spezifikationen des Kunden.
Das thermische Spritzen ist ein metallurgisch kaltes Verfahren. Dies bedeutet, dass die Wärmeübertragung auf das Substrat gering ist und daher Bedenken hinsichtlich der Verformung von Teilen und negativer Auswirkungen auf die Materialeigenschaften auf ein Minimum reduziert werden. Die Beschichtung verbindet sich mit dem Substrat durch ein mechanisches Haftverfahren, so dass in der Regel eine geeignete Substratvorbereitung durch ein Aufrauverfahren erforderlich ist.