 Materials E-Guide
Materials E-Guide
 myMetco Web Shop
myMetco Web Shop
 Download Center
Download Center
Steve Bomford is a Training and Application Support Manager with Oerlikon Metco in the UK. Steve is passionate about thermal spray and have over the years in many different positions gathered an extensive amount of knowledge abou thermal spray.

Why do we need to prepare the surface properly before applying coatings?
As a general rule, most thermal spray processes create a stream of molten or semi-molten particles which impact onto the surface to be coated (see Figure 1). Adhesion and buildup of the subsequent deposit relies on a combination of kinetic and thermal energy to ensure conditions are right to create a well-bonded coating. This is part of the adhesion equation, but equally important is cleanliness and surface activation.
Preparation for a clean surface
It is definitely true to say that “cleanliness is next to godliness”. A suitable degreasing process will remove contamination on the surface. Any contamination can directly affect bonding. Proper cleaning will also prevent indirect contamination of the activation process media (e.g. blasting grit) which could, in turn, re-contaminate the surface to be coated.
Degreasing methods employed will vary depending on the material composition and geometry of the part to be coated. Typical methods include:
- Local swab and brush
- Vapor (reduced in use due to environmental legislation)
- High temperature burn-out
- Aqueous (detergent based systems)
Directly after the cleaning process has been completed, there is often need for a masking requirement to protect areas which are not to be coated. A grease-free surface also has the added benefit of improving the adhesion of any masking tape subsequently employed.

Figure 1: Heated particles from the thermal spray process strike the surface, flatten and form thin splats that adhere to irregularities on the prepared surface and to each other.
Surface activation – taking the rough with the smooth
Once the part to be coated has been degreased and masked, there will be a need to activate the surface in order to ensure the deposit has the required level of adhesion. There are several accepted types of activated surface to which coatings are applied to, including those created by mechanical roughening, laser ablation, water-jet stripping and blasting (see Figure 2). It is the grit-blasting process that we will be concentrating on in this article.
Grit-blasting can be a manual, semi-automated or fully-automated process. My experience suggests that when preparing for thermal spray, the vast majority of grit-blasting applications are manual. It’s nice to think that the more automation is involved, the more reproducible the process becomes. This is true, but automating an aggressive blasting procedure can be difficult. Numbers and geometries of parts are often also a deciding factor.
Typically, the grit-blasting technique involves abrasive particles which are fired through a
nozzle using compressed air. Methods of propelling the particles can vary , but the usual method employed is via the use of suction (vacuum) or pressure blast systems.
Control over the blasting process is vitally important in order to create a reproducible surface profile. Significant control variables include (not an exhaustive list): Blast distance, air pressure, nozzle diameter, blast angle, motion profile etc. We would therefore recommend the creation and use of a properly toleranced parameter sheet for any grit-blasting procedure.
Dealing with the media
Of course, choosing the right grit blast media for the job is another very important part of
the equation (for thermal spray, try to avoid walnut shells and corn cobs!). The choice should be made on technical as well as commercial grounds. For example, a cheap steel grit may cut well, but steel remaining at the interface between the substrate and the coating could corrode in an aqueous environment resulting in coating failure.
The media most often used in engineered thermal spray coatings is one primarily made up from fused aluminum oxide (alumina). Typically, this can be a 99 %+ “white” alumina or alumina / 3 % titania (titanium oxide), so called “brown” alumina. The added titania provides a little more toughness.
Alumina cuts well, remains sharp as it breaks down, is chemically inert and has high temperature capabilities. The latter two points are significant in relation to trapped grit which will be covered later in this article.
We also need to consider the size of the grit being used. There are certainly differing opinions within the thermal spray industry as far as the preferred size of media to be used. There are also many factors which define an acceptably bonded coating. Within reason, the controlling factor is the surface finish achieved after blasting. However, common grit sizes used range from 120 to 20 ASTM mesh (90 to 850 μm) sieve size. The choice of size used is often customer specification led.
Thermal spraying is characterized as a metallurgically cold process. This means that heat transfer to the substrate is low and therefore concerns over part distortion and negative effects on material properties are minimized. The coating bonds to the substrate via a mechanical adhesion process, so suitable substrate preparation via a roughening process is typically required.
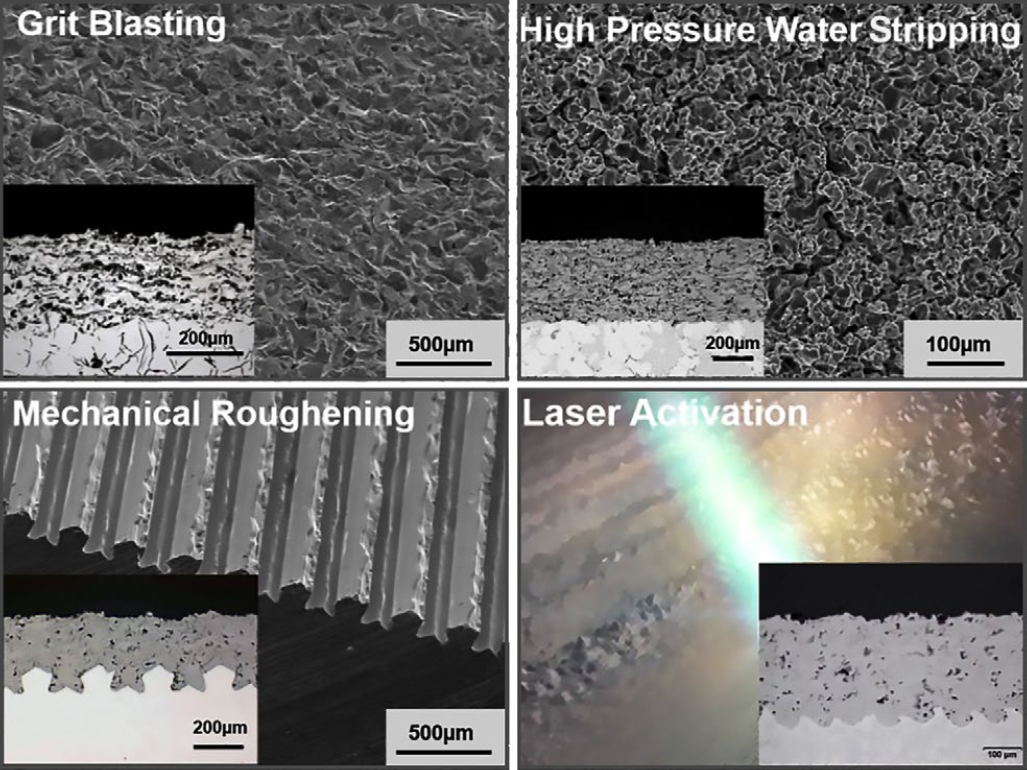
Figure 2: Unique topographies created as a result of surface preparation techniques prior to thermal spray.
It's all about having the right profile in the surface preparation phase
Having established our blast parameters and media, we need to make sure we create the correct surface finish to allow our coating to adhere to the best of it’s ability. Ideally, we should create a profile of peaks and valleys rather than hills and vales. A good blasted surface should “twinkle” in the light as the part is moved.
Having the right amount of “twinkle” is a little subjective, so a common method of verifying surface finish is via the use of a surface profilometer. Surface roughness requirements are often specified as a minimum Ra figure with results presented in microinches or micrometers. Ra is perhaps not the most useful of reporting methods as it provides limited information on surface topography (mountains/valleys versus hills/vales), but it is regarded as a standard within thermal spray processing.
The table below provides some guideline surface roughness requirements for different deposition processes (note that 1 μm converts to approximately 40 μin Ra). Nominally, the higher the kinetic energy of the particles in the system, the lower the level of surface roughness required to provide an adequate bond. Again, customer requirements for preparation techniques and acceptable bond strengths will often overrule general guidelines (but they do help!).
| Selected Spray Process | Typical Activitation Process | Typical Surface Roughness (µm Ra) |
|---|---|---|
| Combustion Spray | Grit Blasting | 15 to 75 |
| HVOF | Grit Blasting | 3 to 8 |
| Electric Arc Wire Spray | Grit Blasting | 5 to 15 |
| Atmospheric Plasma Spray | Grit Blasting | 5 to 10 |
| Cold Spray | Soft Grinding or Grit Blasting | 1 to 5 |
It has already been mentioned the need for visual and measurable quality control techniques to make sure we have our required mountains and valleys, but how about other things to watch out for to ensure we have a robust blasting process?
Feeling trapped in your preparation?
Grit entrapment can be a major issue when blasting. It will affect coating quality and performance in a number of ways. Figure 3 shows the trailing edge of a turbine blade after blasting. As can be seen, the blast media has become trapped in the cooling slot. This must be removed (by mechanical means - a compressed air blow would not be successful). If it was left in place, it would affect coating adhesion, reduce air flow through the blade and could become dislodged in service, causing serious damage to the engine. All pretty bad scenarios.
The other form of entrapped grit which can cause issues is the type that is incorporated at the interface between the coating and the substrate. When grit blasting a surface, it is in the nature of the process for some of the grit to become embedded in the material to be coated. If the coating builds up on top of the grit, the end result will be areas of weakness which can affect deposit bond strength.
The level of entrapment can be somewhat reduced by cleaning the blasted surface with a jet of clean, dry compressed air immediately prior to coating. Perhaps more importantly though, control of grit break down levels during routine blasting, in combination with a defined maintenance program for the activation equipment, will create a much more repeatable process, where grit entrapment levels will be to defined expectations.
The usual method for measuring entrapped grit is on a polished cross section via a method of line intersections. Each piece of grit is measured in a defined number of fields of view and an average value calculated over a sampling line length. Again, acceptable values are often customer-specific, but a typical maximum value would be 20 % of the interface contaminated with blast media. Values above this tend to compromise the ability of the coating to adhere adequately to the substrate.
The ultimate conclusion about surface preparation
Of course, there is still more to say on the subject of preparation. This point of this article is really just to give an indication of how important a topic it is (and one that is often not regarded as such). Close control is necessary at each stage of the cleaning and activation procedure in order to ensure that an adequate bond is created and that any contamination is kept to a reduced level.
Figure 3: 20 mesh alumina grit trapped in a turbine blade trailing edge cooling slot.
A note from the author
Dear Friends and Colleagues,
In this article, I hope to explore some of the aspects of the preparation procedures required to ensure that the coatings we spend a lot of time working on, actually stick to the part we are planning to put into service. One of my favorite sayings is “you can have the best coating in the world, but it’s no good to anyone lying there on the floor”.
A review of cleaning and activation methods as well as what to look out for when things go wrong will hopefully be of interest. Please excuse me for not covering everything, but surface activation is a big topic.
Again, I would like to invite you to join me in the discussions, ask questions, and leave your personal opinion. Also, if there is a related topic you want me to write an overview of, I will be happy to consider that (thanks for the suggestions already received). I hope it will be interesting to read and will be happy to receive your feedback.
Steve Bomford
