
Steve Bomford是欧瑞康美科在英国的培训和应用支持经理。Steve对热喷涂充满热情,多年来在许多不同的职位上积累了丰富的热喷涂知识。

我们有一个零件要喷涂。在遮蔽和喷砂后它处于待处置状态(在最近的两篇文章中有所介绍),所以我们最好继续下一步工序。由于多种原因,我们面临着时间压力。其中之一是基材的氧化速率。每种金属基材都有氧化电位,有些比其他基体大。我们不希望粘附性差的氧化膜影响我们待喷涂涂层的粘合强度。一般来说,最好在活化后尽快喷涂。若有疑义,可使用2小时规则:喷砂后的最长时限内,我们需要开始喷涂,则无需对活化表面进行 “更新”。
在准备喷涂零件之前,我们应该考虑什么?
以下是我们将在本文中介绍的初始化清单:
为什么要费力地移动枪和/或组件?当然,我们希望确保将涂层沉积在我们想要的地方,但我们还需要产生均匀的涂层厚度以及可控的单道厚度。如果我们只是将枪保持静止(如果你感兴趣,你可以在某个时候进行测试),那么涂层将在短时间内以尖锥的形式成形。这主要是因为最有效的传热和最佳的颗粒速度往往位于喷涂焰流的中心(见图1)。

图1 - 典型的喷涂焰流横截面呈现的沉积轮廓。
值得注意的是,喷涂流的中心不一定是“火焰”的中心。对于单路外送粉系统,粉末很可能会穿过火焰,因此沉积层将偏离中心线。因此,这将影响涂层沉积的位置(在操纵程序中必须考虑这一点)。
图2显示了典型喷涂诊断装置(在本例中为Accu-raspir-4.0)的输出。从F4-MB大气等离子喷枪喷涂的这种材料可以看出,典型的粉末下穿约为5°(另请注意图像右侧的喷涂轮廓形状)。为了生产均匀沉积的涂层,我们需要在喷枪与喷涂零件的相对运动过程中尽可能地使喷涂轮廓均匀。实际上,这意味着在喷涂涂层时控制喷枪的步长。所需的步长与喷涂斑点的大小成正比(即材料流动时的火焰宽度)。

图2 - F4-MB喷涂Metco 447NS的喷涂诊断视图。
为了控制单道厚度(在组件上),我们需要注意喷枪在被涂层零件表面移动时所运行的表面速度(有时反之亦然)。对于任何给定的工艺和固定的喷枪参数设定,都有关于所采用的步长和表面速度的通用初始化参考。
工艺 |
平面零部件 |
圆柱体零部件 |
||
|---|---|---|---|---|
最小表面速度 |
步长 | 最小表面速度 | 步长 | |
| 大气等离子喷涂 | 60 | 5 | 75 | 5 |
| 气体燃料HVOF | 60 | 4 | 75 | 4 |
| 液体燃料HVOF | 60 | 8 | 75 | 8 |
| 45 | 15 | 45 | 15 | |
| 火焰粉末喷涂 | 45 | 10 | 45 | 10 |
| 火焰丝材喷涂 | 45 | 15 | 45 | 15 |
因此,对于圆柱形零部件,我们通常会在枪横贯它时旋转零件(见图4)。为了制备出美观、均匀的涂层(例如,大气等离子喷涂),我们会在工件上横移,每次工件旋转一圈时,以5毫米的间距(LST)移动喷枪。
为了在每道工序中产生受控的厚度,我们需要以75m/min的表面速度(VR1)旋转零件。为了达到我们想要的涂层厚度,需要喷涂多遍。如果您不遵守这些准则,图5显示了可能发生的情况的示例。在这种情况下,当枪以过高的表面速度在表面上移动,同时仍使用指导步长(在这种情况中为建议表面速度的4倍)时,轴上会产生“转花筒”效应。
对于所使用的喷涂过程,表面速度可能是恒定的,但这并不能帮助我计算出我的转速(特别是如果我有很多不同直径的零件要喷涂)。幸运的是,答案就在眼前!利用以下公式将获得与零件直径无关的对应表面速度和步长。

图4 - 简单圆柱体的表面速度和步长设置。
图5 - 一个现实生活中的理发桩和以它的名字命名的表面速度效应。
其中:
其中:
例如,如果我们想要大气等离子体喷涂一个直径为0.5米的零件,那么我们的初始表面速度应该是75米/分钟,建议步长为5毫米(见图3)。为了设置操纵结构以提供受控的沉积过程,我们应该以:75÷(π·0.5)≅48 RPM的速度旋转零件,并以:48·(5÷60)=4 mm/s的速度在表面上移动枪。
如果数字运算不是你最喜欢的消遣,那么这些结果可以以图表的形式绘制出来,放在喷涂房附近的某个地方。这将作为一个现成的计算器,取决于您所需的工艺控制水平。
如果你有一个平面零部件要加工,那么表面速度需要由枪在零件上的运动来提供,步长和方向变化要避开被涂覆的表面。这通常是通过使用如图6所示的梯形模式来实现的。如果这些零件是使用HVOF-GF喷涂的,那么指南建议VTR最小为75 m/min,LS设置为4mm。
这里描述的旋转和编织图案都是简单几何形状的理想起点。当然,一旦你的第一道工序完成(在受控的操作条件下),你就可以通过一系列工序来制备涂层,直到达到最终厚度。通过管理每道的厚度(结合喷枪喷涂参数),我们可以控制涂层中的整体应力,从而优化涂层的附着力和内聚强度。
然而,我们仍需意识到,所有涂层都存在厚度限制。当涂层中的内应力水平高于与基材的机械结合强度之时,即是涂层脱落之时,厚度限制是有效的!
厚度限制通常是特定于应用的,但一般来说,涂层材料越脆、应力越高,其厚度限制就越低。与操纵程序内在相关的是从喷枪到部件的喷涂距离的设置。因为这也会对涂层的性能产生深远的影响,从而影响所使用的喷涂参数。
图6 - 简单的编织图案示意图。
设置喷涂时的另一个关键因素是温度控制。需要以一种不会使零件温度持续升高的方式控制向被涂层零件的热传递,在其材料特性受到损伤之前。因此,在热量摄入和热量排出之间需要保持平衡。
任何应用的最佳工艺温度都将取决于许多因素,但一定包括
温度控制过程的一个重要部分涉及对热效应产生的内应力的管理。这些可以是差热膨胀的形式,也可以是沉积过程中积累的固有应力。预热通常被认为对控制应力有积极作用,因此可以改善涂层与基材的结合。在加工过程中,零部件的不受控制的膨胀可能会对涂层系统产生意想不到的影响(途径工件周围而尽量不要去听到涂层的细微开裂声就是一个典型的例子)。预热技术有很多,但通常的一种是“仅用火焰扫掠两遍”。这不是最明确的方法,实际上,越明确越好,尤其是过度预热会氧化和/或损坏待涂层的表面。
在沉积过程中,必须注意采用应力管理技术,特别是对于具有不同热膨胀系数(CTE)的材料。图8提供了管状工件内外表面的示例。假设沉积的材料的CTE低于基材,缺乏适当的温度控制可能会导致外径上的涂层垂直于界面开裂。在涂层内表面喷涂的情况下,不同的CTE可能会导致沉积物完全从零件上剥离(我见过这种情况,这不利于快乐的一天!)
与操作程序有内在联系的是从喷枪到零部件的喷涂距离的设置。因为这也会对涂层性能产生深远的影响,从而影响所使用的喷涂参数。
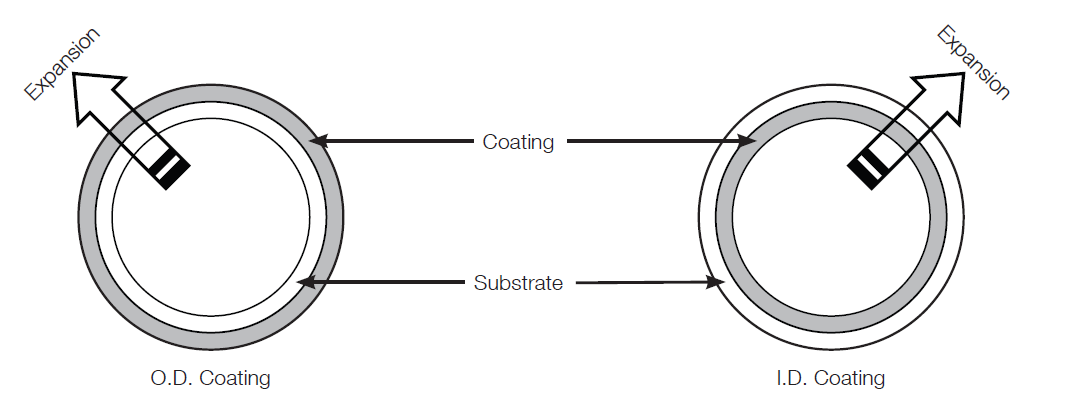
图8 - 零件内外表面的热膨胀。
那么,我们如何实现所有这些所需的温度控制呢?本质上,这一切都是在我们应用热能的同时,以受控的方式去除热能,即平衡热流。这主要涉及使用定向压缩空气形式的辅助冷却,有时是液态二氧化碳(CO2),偶尔是液氮。
大多数案例将通过使用清洁、干燥的压缩空气进行充分冷却(记住,我们不想在沉积过程中污染我们准备好的表面或涂层)。冷却喷嘴可以是固定的(见图9)或固定于喷枪的(见图10)。在这两种情况下,控制供应压力、冷却射流尺寸和到基材的距离都很重要,因为所有这些因素都会影响热量散失过程。还应注意不要让冷却流撞击喷涂焰流,因为这会对涂层产生(在大多数情况下)负面影响。
固定虹吸冷却喷嘴的使用尤其有益,因为它们可以靠近被喷涂的区域,并可以从周围环境中“吸入”大量空气。
安装在枪上的冷却射流具有与枪一起行进的优点,因此它们可以有效地冷却紧邻喷涂焰流的移动区域。当然,它们不能像固定的冷却喷嘴那样输送那么多的冷却介质。
在喷雾过程中产生大量细粒材料的特殊情况下,可以定位安装在枪上的喷嘴,使冷却介质刚好越过喷涂距离相交(见图10)。这种定位确保了焰流不会受到冷却的负面影响,但当火焰扫过表面时,被涂覆的表面会清除火焰两侧的细小产物。这可以将“粗糙如砂纸”的涂层变成像婴儿臀部一样光滑的涂层。
喷涂工艺越有高能,控制涂层零件所经历的温度状态就越困难。对于HVOF-LF和-GF等工艺,通常需要使用低温冷却方法。更多的热量进入,需要更多的冷却来消除它。
图11显示了Diamond Jet™HVOF GF系统使用枪式CO2喷嘴喷涂轴。在这种情况下,二氧化碳以液体形式供应。当它离开喷嘴时,会变成“固体”雪。当它撞击表面时,从固体到液体再到气体所需的能量提供了一种非常有效的散热方法。
为了正确控制吸热和散热之间的平衡效果,使用某种温度测量装置是很好的做法。根据喷涂作业的类型,这些系统可以是接触式或非接触式系统。在所有情况下,在喷涂过程中定义和监测零件温度分布是有意义的,以确保零件和/或涂层不会受到损坏。
冷却过程应被视为一个关键的过程变量,因为它们对涂层的性能和案例的成功有重大影响。因此,应注意记录气压、冷却喷嘴与工作距离、喷嘴尺寸等变量,以确保可重复性。
希望本文提供了一些关于热喷涂工艺参数的背景知识,这些参数在力求达到满足您和客户期望的涂层时非常重要。影响热喷涂过程的参数很多。操纵和温度控制只是额外两个需要精细控制的方面。因此,我的主要意见是,它们应该被视为一个过程参数,并正确运用设定值和公差。如果没有这一点,涂层质量可能会受到意想不到的影响,而且很可能代价高昂。

图9 - 虹吸式空气冷却喷嘴的特定位置案例。

图10 - 设置集中式空气冷却喷嘴。
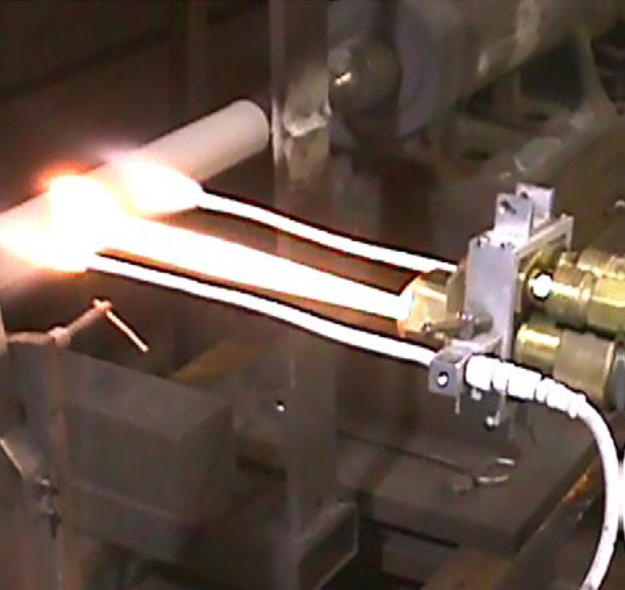
图11 - DiamondJet™HVOF-GF喷枪上安装的二氧化碳冷却喷嘴。
亲爱的朋友们同事们,
在这篇文章中,我希望概述那些对热喷涂涂层的受控沉积至关重要的喷涂工艺。操纵方法和温度控制技术会对涂层性能产生重大影响,因此需要在规定的范围内进行设置。本文希望提供控制需求的背景以及实现这一目标的方法。
希望大家对不同的喷涂技术以及提供的提示和技巧感兴趣。我知道这和我之前传达的信息是一样的,但我请你原谅我没有涵盖所有内容,因为这是许多人都有重要知识和不同意见的另一个大型课题。
和以前一样,我想邀请您加入我的讨论,提出问题,并留下您的个人意见。另外,如果你想让我写一个相关主题的概述,请告诉我。我希望这篇文章读起来很有趣,我很乐意收到你的反馈。
Steve Bomford是欧瑞康美科在英国的培训和应用支持经理。Steve对热喷涂充满热情,多年来在许多不同的职位上积累了丰富的热喷涂知识。
© Copyright 2025 OC Oerlikon Management AG
回到顶部 keyboard_arrow_up
