Ausbalancieren des Wärmeflusses mit den richtigen Parametern für das thermische Spritzen
Wie erreichen wir nun all diese erforderlichen Temperaturregelungen? Im Wesentlichen geht es darum, Wärmeenergie kontrolliert abzuführen, während wir sie gleichzeitig zuführen, d. h. den Wärmestrom auszugleichen. Meistens geschieht dies durch den Einsatz von Hilfskühlung in Form von gerichteter Druckluft, manchmal auch von flüssigem Kohlendioxid (CO2) und gelegentlich von flüssigem Stickstoff.
Die meisten Anwendungen werden durch den Einsatz sauberer, trockener Druckluft ausreichend gekühlt (denken Sie daran, dass wir unsere vorbereitete Oberfläche oder unsere Beschichtung während des Auftragens nicht verunreinigen wollen). Die Kühlungsdüsen können entweder fest installiert (siehe Abbildung 7) oder an der Pistole befestigt sein (siehe Abbildung 8).
In beiden Fällen ist es wichtig, den Versorgungsdruck, die Größe der Kühldüsen und den Abstand zum Substrat zu kontrollieren, da all diese Faktoren den Wärmeentzugsprozess beeinflussen. Es sollte auch darauf geachtet werden, dass der Kühlstrahl nicht auf die Sprühfahne trifft, da dies (in den meisten Fällen) negative Auswirkungen auf die Beschichtung haben kann.
Der Einsatz von fest installierten Siphon-Kühldüsen kann besonders vorteilhaft sein, da sie in der Nähe des zu besprühenden Bereichs positioniert werden können und große Mengen an Luft liefern, die aus der unmittelbaren Umgebung "angesaugt" wird.
An der Spritzpistole montierte Kühldüsen haben den Vorteil, dass sie sich mit der Pistole mitbewegen und somit einen sich bewegenden Bereich unmittelbar neben dem Spritzstrahl effizient kühlen können. Natürlich können sie nicht so viel Kühlmittel liefern wie eine fest installierte Kühldüse.
In besonderen Fällen, in denen beim Sprühvorgang erhebliche Mengen an feinem Material anfallen, können die an der Pistole angebrachten Düsen so positioniert werden, dass das Kühlmedium den Sprühabstand knapp überschreitet (siehe Abbildung 10). Durch diese Positionierung wird sichergestellt, dass die Sprühfahne nicht durch die Kühlung beeinträchtigt wird, sondern die zu beschichtende Oberfläche auf beiden Seiten der Flamme von feinem Material gereinigt wird, während diese über die Oberfläche streicht. Auf diese Weise kann eine "sandpapierraue" Beschichtung in eine Beschichtung verwandelt werden, die so glatt ist wie ein Babypopo.
Je energiereicher der Spritzprozess ist, desto schwieriger ist es, den Temperaturverlauf auf dem beschichteten Teil zu kontrollieren. Bei Verfahren wie HVOF-LF und -GF kann es häufig erforderlich sein, kryogene Kühlmethoden einzusetzen. Je mehr Wärme zugeführt wird, desto mehr Kühlung ist erforderlich, um sie abzuführen.
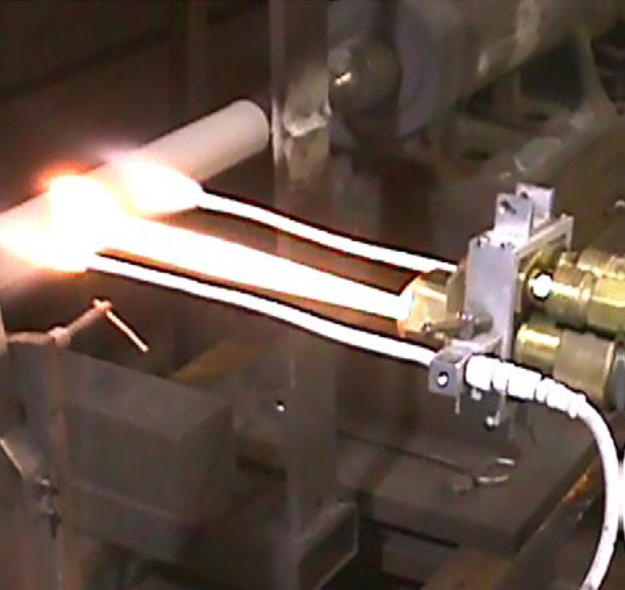
Abbildung 9 zeigt ein Diamond Jet™ HVOF GF-System, das eine Welle mit an der Pistole befestigten CO2-Düsen. In diesem Fall wird das CO2 in flüssiger Form zugeführt. Wenn es aus den Düsen austritt, verwandelt es sich in einen "festen" Schnee. Wenn dieser auf die Oberfläche trifft, stellt die Energie, die für die Umwandlung von fest zu flüssig zu gasförmig erforderlich ist, eine sehr effiziente Methode zur Wärmeabfuhr dar.
Um den Ausgleichseffekt zwischen aufgenommener und abgeführter Wärme richtig zu steuern, ist es sinnvoll, eine Art Temperaturmessgerät zu verwenden. Dabei kann es sich je nach Art des Spritzauftrags um berührende oder berührungslose Systeme handeln. In jedem Fall ist es sinnvoll, das Temperaturprofil des Teils während des Spritzvorgangs zu definieren und zu überwachen, um sicherzustellen, dass weder das Teil noch die Beschichtung beschädigt werden.
Kühlprozesse sollten als eine der wichtigsten Prozessvariablen betrachtet werden, da sie einen erheblichen Einfluss auf die Eigenschaften der Beschichtung und den Erfolg der Anwendung haben können. Daher sollte darauf geachtet werden, dass Variablen wie Luftdruck, Abstand zwischen Kühldüse und Werkstück, Düsengröße usw. aufgezeichnet werden, um Wiederholbarkeit zu gewährleisten.
Abschließend zu den Prozessparametern des thermischen Spritzens
Wir hoffen, dass dieser Artikel Hintergrundinformationen zu einigen Parametern des thermischen Spritzens geliefert hat, die wichtig sind, wenn Sie eine Beschichtung anstreben, die Ihren und den Erwartungen des Kunden entspricht. Es gibt viele Parameter, die den thermischen Spritzprozess beeinflussen. Manipulation und Temperaturkontrolle sind nur zwei weitere Aspekte, die sorgfältig kontrolliert werden müssen. Meine wichtigste Botschaft lautet daher, dass sie als Prozessparameter behandelt werden sollten, wobei Werte und Toleranzen ordnungsgemäß anzuwenden sind. Andernfalls kann die Qualität der Beschichtung auf unerwartete und möglicherweise kostspielige Weise beeinträchtigt werden.