 Materials E-Guide
Materials E-Guide
 myMetco Webshop
myMetco Webshop
 Downloadcenter
Downloadcenter
Steve Bomford ist Manager für Schulung und Anwendungsunterstützung bei Oerlikon Metco in Großbritannien. Steve hat eine Leidenschaft für das thermische Spritzen und hat sich im Laufe der Jahre in vielen verschiedenen Positionen ein umfangreiches Wissen über das thermische Spritzen angeeignet.

Das Rezept für die Beschichtungsparameter
Genau wie beim Backen eines Kuchens braucht jede Beschichtung ein Ausgangsrezept, um sicherzustellen, dass das beschichtete Bauteil mit hoher Wahrscheinlichkeit das erhält, was Sie erwarten, wenn es aus dem "Ofen" kommt. Beim thermischen Spritzen folgt das übliche Format dem eines Spritzparameterblattes (die Tabellen rechts zeigen ein typisches APS-Beispiel).
Hier geht es darum, so viele Eingangsparameter wie möglich zu kontrollieren, um die Variabilität auf ein Minimum zu beschränken. In diesem Fall werden im Parameterblatt das zu spritzende Material, die zu verwendende Pistolenhardware und die erforderlichen Systemeingangsparameter angegeben. Die Tabellen geben auch einen Hinweis auf die zu erzeugende Mikrostruktur. Neben dieser Erwartungshaltung an die Struktur gibt es höchstwahrscheinlich auch eine Reihe von Beschichtungseigenschaften, die erfüllt werden müssen. Häufig werden diese durch interne oder kundenspezifische Prüfvorschriften geregelt.
Beschichtungsparameter: Metco 204NS ZrO28Y2O3
| Prozess | Atmosphärisches Plasmaspritzen |
| Spritzpistole | F4-MB/F4MB-XL |
| Systemplattform | UniCoat / MultiCoat |
| Energiequelle | TriStar-IPS 500/200 |
| Parameter Art | Hohe Porosität |
| Prozessmedium | Argon/Wasserstoff |
| Pulverbeschicker | Twin/Single 120A |
| Trichter |
2 |
Spritzparameter |
|
|---|---|
| Düse | 8 mm |
| Elektrode | Standard |
| Gasverteilring | Verwirbelt 16 Löcher |
|
Injektor |
|
| Einspritzwinkel | 105 Grad |
| Position | 12 und 6 Uhr |
| Durchmesser | 2 mm |
| Abstand | 8 mm |
| Stromstärke | 520 A |
| Spannung | 56 +/- 3 V |
| Primärgas - Argon | |
| Durchfluss | 24 NLPM 54.8 SCFH |
| Sekundärgas - Wasserstoff | |
| Durchfluss | 6 NLPM 13.7 SCFH |
| Trägergas - Argon | |
| Durchfluss | 1.5 NLPM 3.4 SCFH |
| Disk (Item #1003232) | |
| Typ | Stahl |
| Größe | 16 mm Breite / 1,2 mm Tiefe |
| Sauger/Spreizer | NL16/1,2 |
| Rührer | Rührer |
| Schlauch (Item #1004515) | |
| Größe | 6 mm OD/4 mm ID |
| Sprühabstand | 150 +/- 3 mm |
| Spritzmenge | |
| Total | 80 g/min |
| Pro Trichter | 40 g/min |
| Oberflächen-geschwindigkeit | 30-60 m/min |
| Stufenhöhe | 5 mm/rev |
| Substrat | Kohlenstoffarmer Stahl |
Die Ausgangsstoffe: die ersten zu berücksichtigenden Beschichtungsparameter
Sowohl APS als auch HVOF verwenden Pulver als Verbrauchsmaterial. Abhängig von der chemischen Zusammensetzung des Pulvers und den gewünschten Beschichtungseigenschaften können Pulver mit einer Vielzahl von Verfahren hergestellt werden (siehe Abbildung 2). Das Herstellungsverfahren wirkt sich auf die Pulverdichte, die Morphologie, die Phasenverteilung usw. und damit auch auf die resultierende Beschichtung aus.
Nach der Herstellung werden die Pulver entsprechend dem verwendeten Verfahren kalibriert. Abbildung 1 zeigt eine typische Größenbestimmung für eine Reihe von pulververbrauchenden Systemen. Sowohl bei APS als auch bei HVOF kann das Pulver anschließend optimiert werden, um Beschichtungen mit bestimmten Eigenschaften zu erzeugen.
Wird beispielsweise eine Spritzschicht mit geringer Oberflächenrauheit benötigt, ist es sinnvoll, ein Pulver zu wählen, das am unteren Ende des üblichen Größenbereichs liegt. Natürlich gibt es immer noch andere Faktoren, die berücksichtigt werden müssen. In diesem Fall kann die Wahl eines zu feinen Materials sowohl bei APS- als auch bei HVOF-Verfahren zu Problemen mit der Hardware-Blockierung führen.

Abbildung 1: Typische Pulvergrößenbereiche für eine Auswahl von Systemen.
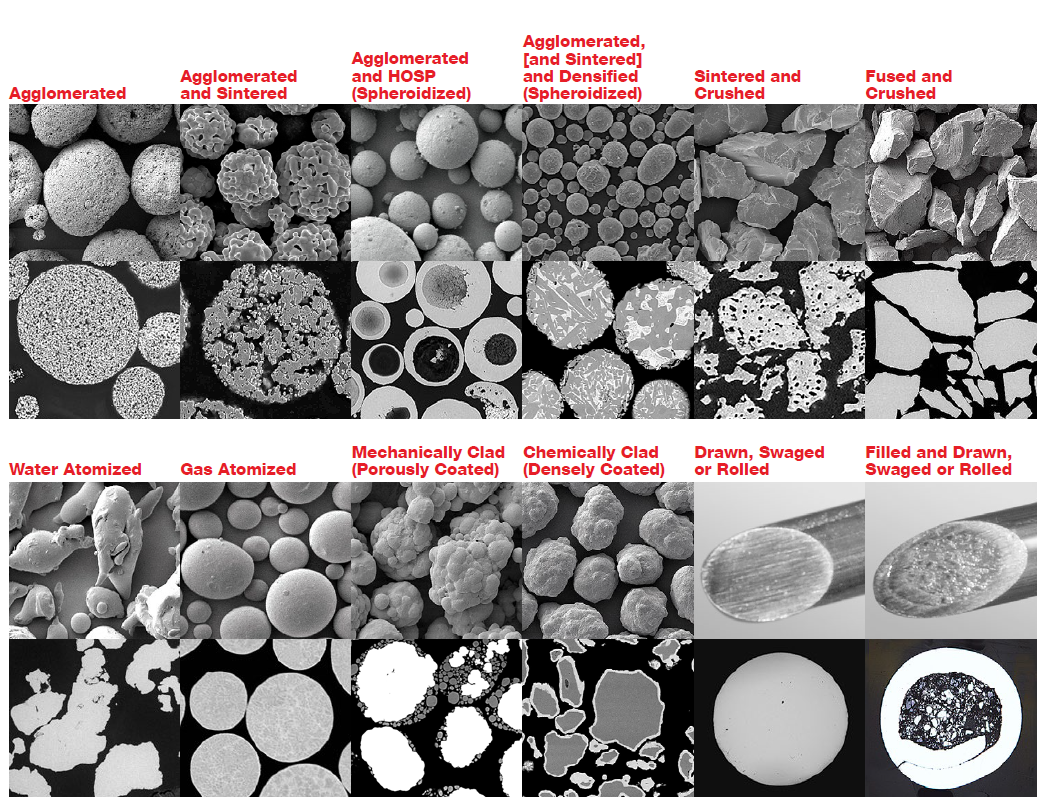
Abbildung 2: Morphologie und Querschnitte von thermisch gespritztem Pulver und Draht für typische Herstellungsrouten.
Vorrangige Prinzipien der Beschichtungsparameter
Wenn wir unser Pulver und das thermische Spritzverfahren ausgewählt haben, müssen wir sorgfältig überlegen, was passiert, wenn die beiden zusammenwirken. Das Ziel ist es, eine funktionelle Beschichtung zu erzeugen, aber wie können wir sicherstellen, dass wir auch das bekommen, was wir wollen?
Wenn ich alle Variablen des thermischen Spritzverfahrens aufschreibe, die einen wesentlichen Einfluss auf die erzeugte Schicht haben könnten, komme ich auf 47 Variablen. Diese 47 Variablen mögen wie eine lange Liste erscheinen, aber viele von ihnen haben einen Einfluss (zugegebenermaßen manchmal auf mehreren Ebenen) auf nur zwei Schlüsselfaktoren: Partikeltemperatur (T) und Partikelgeschwindigkeit (V).
Ich versuche mir immer vorzustellen, dass ich ein Partikel in der Sprühfahne bin und welche äußeren Kräfte auf mich einwirken (seltsam, aber wahr). Die Wahl der verwendeten Hardware (Größe der Düsen und Pulverinjektoren), der Gasfluss, die Stromeinstellung usw. haben alle einen Einfluss auf die thermische und kinetische Energie der Pulverpartikel und damit auf die erzeugte Beschichtung.
Dieses "übergeordnete Prinzip" der Partikeltemperatur und -geschwindigkeit ist nicht nur der Eckpfeiler der Kontrolle der Sprühparameter, sondern bildet auch einige der Grundlagen der Flammensensortechnologie. Infrarot-Emissionen von Partikeln in der Flamme können genutzt werden, um Daten über diese beiden Hauptausgangsgrößen zu liefern. Die allgemeine Theorie besagt, dass wir die erwartete Beschichtung erhalten, wenn wir die Variabilität der definierten Werte von T und V der Partikel reduzieren können.
Die Auswahl der richtigen Utensilien
Das Arbeitsgerät beim thermischen Spritzen ist in der Regel die Spritzpistole oder der Brenner. Bevor wir überhaupt darüber nachdenken, welche Gase und Leistungsstufen wir verwenden werden, müssen wir die Pistole mit den richtigen Geräten ausstatten.
Bei der Vorbereitung einer APS-Pistole kann die Hardware prozessgasspezifisch sein. Die Wahl des Primär- und Sekundärgases wirkt sich auf die Plasmaenergie aus, und Elemente wie Düsen (Anoden), Elektroden (Kathoden) sowie Teile wie Gaswirbelringe müssen entsprechend der verwendeten Gaszusammensetzung ausgewählt werden.
Um auf unsere T- und V-Philosophie zurückzukommen: Die Größe der Düsenbohrung (die die steuernde Öffnung im System sein kann) hat einen tiefgreifenden Einfluss auf die Gas- und damit die Partikelgeschwindigkeit. Sie wirkt sich auch auf die Zeit aus, die die Pulverpartikel in der Plasma-"Flamme" verbringen (Verweilzeit der Partikel) und damit auf die Menge der übertragenen Wärme.
Die Steuerung der Pulverzufuhr in die APS-Fahne ist ebenfalls von Bedeutung. Die Pulverzufuhr und die Art der Injektion sind entscheidend für den Prozess. Wie aus Abbildung 3 ersichtlich ist, beeinflussen die Wahl der Größe der Pulveröffnung/des Injektors (definiert durch den Durchmesser der Bohrung) und auch der Durchfluss des Pulverträgergases die Position der Injektion in der Wolke.
Eine nicht optimierte Pulverinjektion führt in der Regel zu einer nicht optimierten Beschichtung (ungeschmolzene Partikel, ungleichmäßige Oxide usw.). Neben physikalischen Veränderungen der Trägergasdurchflussraten wirken sich auch Leckagen im System, Verstopfungen der Injektoren und Verschleiß auf die Injektion aus. In der Tat sind Leckagen im Pulverzufuhrsystem eine der wichtigsten Ursachen für gemeldete Beschichtungsprobleme.
Die Positionierung des Pulveranschlusses in Bezug auf den Abstand zur Abluftfahne und den Einspritzwinkel hat ebenfalls einen Einfluss auf die Wärmeübertragung der Partikel. Insbesondere kann der Winkel der Pulveröffnung gewählt werden, um die Verweilzeit der Partikel zu steuern. Es liegt nahe, dass ein Material, das zum Erweichen einen höheren Wärmeeintrag benötigt, eine längere Verweilzeit bevorzugt. Aus diesem Grund werden Materialien mit höherem Schmelzpunkt, wie z. B. Keramik, eher rückwärts in die Gasfahne gespritzt.
Bei Materialien mit niedrigerem Schmelzpunkt verhält es sich natürlich umgekehrt. Die Wahl der Hardware für HVOF-Systeme ist in der Regel etwas unkomplizierter, folgt aber immer noch dem Trend zu Partikel T und V. Sobald die Konstruktion der Pistole und die Wahl des Brennstoffs feststehen, hängt die Wahl der Hardware in erster Linie von der Länge des Zylinders und damit von der Verweilzeit und Beschleunigung der Partikel ab.
Abbildung 3: Einspritzbedingungen, die die Beschichtungsqualität im APS-Verfahren beeinflussen.
Abbildung 6: Wechselwirkungen zwischen Sprühabstand und Partikelverteilung.
Rühren der Mischung der Beschichtungsparameter
Unabhängig von der Wahl des Verfahrens ist es wichtig zu wissen, was passiert, wenn das Pulver in den Prozess gelangt. Die Pulverzufuhrrate ist eine Schlüsselvariable. Unabhängig davon, ob es sich um HVOF oder APS handelt, hat die Prozess-"Flamme" ein festes Enthalpieniveau für einen festen Parametersatz. Wenn die der T- und V-Quelle zugeführte Pulvermenge schwankt, ändert sich auch die Wärmeübertragung. Dies kann einen tiefgreifenden Einfluss auf alle Beschichtungseigenschaften haben. Eine ordnungsgemäße Steuerung der Pulverzufuhr innerhalb der Kontrollparameter ist daher von großer Bedeutung.
Sobald das Pulver in die "Flamme" gelangt ist, wird die Verweilzeit wieder zu einem entscheidenden Faktor. Die Zeit, die die Pulverpartikel benötigen, um auf die Oberfläche aufzutreffen, wird von den Gasströmen und der Wahl der Hardware, aber auch maßgeblich vom Sprühabstand beeinflusst. Wie in Abbildung 6 zu sehen ist, beeinflusst ein komplexes Zusammenspiel von Pulvergrößenverteilungen die T- und V-Bedingungen. Die optimalen Partikeleigenschaften stimmen daher nicht immer mit dem festgelegten Sprühabstand überein. Oftmals handelt es sich um einen Kompromiss, der durch die Teilegeometrie und die Zugangsbedingungen aufgehoben werden kann.
Die Einstellung der Messgeräte
Natürlich sind sowohl APS- als auch HVOF-Prozesse enorm aktive thermodynamische Systeme. Wenn wir 40+ kW Energie zu jeder Zeit erzeugen, muss es dafür einen guten Grund geben. Eine schnelle Berechnung zeigt uns, dass ein HVOF-Pulverteilchen, das sich mit 750 m/s über eine Sprühdistanz von, sagen wir, 375 mm bewegt, weniger als eine Tausendstelsekunde braucht, um nach dem Verlassen des Pistolenrohrs auf das Substrat zu treffen. Es überrascht daher nicht, dass sehr viel Energie (thermische und kinetische) erforderlich ist, um die gewünschte Beschichtung zu erzeugen.
HVOF-Verfahren beruhen auf der Verbrennung von Brennstoff mit Sauerstoff zur Erzeugung von Flammentemperatur und Geschwindigkeit. Die in die Pistole eingespeiste Gasmenge (und/oder Flüssigkeit) muss reguliert werden, um eine optimale Verbrennung zu gewährleisten. Diese Regulierung innerhalb kontrollierter Toleranzen erfolgt in der Regel durch den Einsatz von Durchflussmessern (die neuesten sind digitale Massendurchflussmesser).
Die für ein bestimmtes Material gewählten Parameter beruhen nicht unbedingt auf maximalen Gastemperaturen oder vollständiger (stöchiometrischer) Verbrennung. In vielen Fällen wurden sie empirisch festgelegt, um die gewünschten Beschichtungseigenschaften zu erzielen. Dennoch gibt es nach der Entwicklung einige klare Regeln, die zur Änderung der Spritzbedingungen verwendet werden können.
Abbildung 7 zeigt ein typisches Flussdiagramm für ein HVOF-LF-System. Hier ist zu erkennen, wie sich Änderungen der Durchflussmenge und des Verhältnisses auf die Flammentemperatur (und damit auf die Partikel) und die Geschwindigkeit auswirken.
Das Diagramm zeigt auch die Verfügbarkeit des gemessenen HVOF-Gasverbrennungsdrucks. Dieser Prozessrückführungswert kann für die Bereitstellung von Daten über den Zustand des Systems enorm wertvoll sein. Geeignete Toleranzen, die auf den Druckwert angewendet werden, können auf Probleme mit Hardware-Blockaden oder falschen Verbrennungsbedingungen hinweisen. Eine nützliche Warnung vor drohenden Problemen am Horizont!
Was das APS betrifft, so wissen wir hoffentlich aus einem meiner früheren Artikel, dass das Plasmaspritzen ein elektrischer Prozess ist, dessen Energie aus der Ionisierung von Gasen gewonnen wird. Wie bereits in diesem Artikel erwähnt, trägt die Menge des verwendeten Gases zur Bestimmung der Teilchengeschwindigkeit bei, während die Art der verwendeten Gase das Energieniveau bestimmt.
Abbildung 8 ist ein alt bewährtes Diagramm, das jedoch einen guten Hinweis auf die Energieniveaus typischer im APS-Verfahren verwendeter Gase gibt. Die Auswahl der Primär- und Sekundärgase wirkt sich zweifellos auf die Wärmeübertragung auf die Pulverpartikel und damit auf die Beschichtungseigenschaften und die Abscheidungseffizienz aus. Es ist daher sinnvoll, dass Sie zum Beispiel N2/H2 (Primär- und Sekundärgase) wählen, wenn Sie einen hochschmelzenden Werkstoff wie Yttriumoxid-stabilisiertes Zirkoniumdioxid (z. B. Metco 204NS) auftragen, und Ar/He, wenn Sie einen temperaturempfindlichen Werkstoff wie Co/WC (z. B. Metco 73F-NS-2) aufsprühen.
Aus unserem Parameterblatt oben geht hervor, dass sowohl die Prozessgasströme als auch die Plasmenergieniveaus gesteuert werden müssen. Letztere ist in erster Linie durch die elektrische Leistung definiert und wird, wie bereits erwähnt, in Watt (in der Regel kW) angegeben, berechnet als Strom (A) multipliziert mit Spannung (V).
Die Spannung wird als Ergebnis des Ionisierungsprozesses erzeugt und ist ein gutes Feedback-Instrument zur Überwachung der Systemstabilität. Dies gilt insbesondere für herkömmliche APS-Systeme mit einer Elektrode, da die Spannung (und damit die Leistung) mit der Alterung der verbrauchten Hardware tendenziell abnimmt. Dies ist bei kaskadierten Plasmasystemen (wie z. B. bei SinplexPro- und TriplexPro-Pistolen) nicht so sehr der Fall.
Zur Unterstützung der Steuerung des APS-Prozesses werden die definierten Parameter in eine Prozesssteuerung eingegeben, wie sie die MultiCoatPro Clarity-Benutzeroberfläche bietet (siehe Abbildung 9). Diese Schnittstelle ist mit einer Reihe von (in vielen Fällen) geschlossenen Regelkreisen verbunden, die die eingestellten Parameter innerhalb definierter Toleranzen steuern und einhalten.
Diese Art von Schnittstelle ist daher unser primäres Werkzeug für die Übertragung der Parameter, die uns vom Kunden oder auch von Ihrem freundlichen Metco-Kontakt zur Verfügung gestellt wurden. Die Eingabe von Stromstärke, primären und sekundären Gasströmen, Trägergasströmen und Pulverzufuhrraten, die alle vom Parameterblatt übertragen werden, ermöglicht die Steuerung einer beträchtlichen Anzahl von Schlüsselprozessvariablen.
Die neuesten Steuerungen bieten die Möglichkeit zur Einstellung und Überwachung von Toleranzen. Alarmwarnungen können eine wirklich nützliche Funktion sein, um sicherzustellen, dass jede Prozessabweichung behoben wird, bevor die Beschichtung möglicherweise beeinträchtigt wird (und unerwartete Kosten entstehen).
Bei all dieser ausgeklügelten Technologie ist jedoch immer noch ein hohes Maß an Aufmerksamkeit erforderlich, um das richtige Pulver auszuwählen, die Pistolenhardware richtig einzustellen, den richtigen Sprühabstand zu wählen usw. (sowie die übrigen 47 Variablen zu berücksichtigen, auf die ich nicht näher eingehen konnte), um sicherzustellen, dass wir die gewünschte Beschichtung mit allen erforderlichen Eigenschaften erhalten.
Abbildung 7: Sauerstoff/Brennstoff-Durchflussbedingungen für ein typisches (WokaJet™) HVOF-LF-System.
Abbildung 8: Energiegehalt-Temperatur-Kurven für eine Reihe typischer APS-Prozessgase.
Abbildung 9: MultiCoat Pro Clarity Benutzeroberfläche.
Den Kuchen der Beschichtungsparameter probieren
Das Ziel all dieser Bemühungen ist es, unseren "Beschichtungskuchen" herzustellen und sicherzustellen, dass er dem Kunden "schmeckt". Ziel dieses Artikels war es, einen Überblick über die Beschichtungsparameter zu geben, die beim "Backen" unseres "Beschichtungskuchens" sorgfältig im Auge behalten werden müssen.
Alle Variablen, die den thermischen Spritzprozess beeinflussen können, müssen genau im Auge behalten werden, und es muss sorgfältig darauf geachtet werden, dass sie die festgelegten Toleranzbereiche nicht verlassen.
Die Verwendung von Parameterblättern ist eine großartige Methode, um sicherzustellen, dass unser "Beschichtungsrezept" gut definiert ist, aber das Einrichten und Beobachten des Prozesses ist von unschätzbarem Wert, um sicherzustellen, dass die erwartete Beschichtung mit den gewünschten Eigenschaften erzeugt wird.
Eine Anmerkung des Autors
Ich erinnere mich, dass ich mich einmal hingesetzt und mir vorgenommen hatte, die Variablen des thermischen Spritzverfahrens aufzuschreiben, die einen wesentlichen Einfluss auf die erzeugte Schicht haben könnten. Nach etwa zwei oder drei Minuten hatte ich insgesamt 47 aufgeschrieben, und ich dachte, das sei genug für einen ersten Versuch!
Das bedeutet natürlich, dass es viele Faktoren zu berücksichtigen und zu kontrollieren gibt, wenn man versucht, eine hochwertige Beschichtung herzustellen. In den 38 Jahren, in denen ich mich mit diesem Prozess beschäftige, habe ich einige große Fortschritte bei der Verbesserung der Robustheit miterlebt: Massendurchflussregler, PC-integrierte Systeme, Diagnosesensoren usw.
Das ist alles fantastisch, aber da das thermische Spritzen noch nicht in den Bereich der CNC-Bearbeitung fällt, bedeutet das Maß an manuellen Eingriffen, das immer noch erforderlich ist, dass einige der Schlüsseltechniken, die zu Beginn meiner Tätigkeit in diesem Bereich eingesetzt wurden, auch heute noch sehr relevant sind.
In diesem vorletzten Artikel möchte ich einen Einblick in das "Rezept" der Variablen geben, die das Luftplasmaspritzen (APS) und das Hochgeschwindigkeits-Sauerstoffspritzen (HVOF) beeinflussen. Ich bin mir zwar bewusst, dass dies nur zwei der vielen thermischen Spritzverfahren sind, die es gibt, aber der Kürze halber ist es wohl am besten, sich auf ein paar der beliebtesten zu konzentrieren.
Steve Bomford
