

In allen Industriezweigen gilt heute das Schlagwort "besser, schneller, billiger", denn die Anforderungen an die Produktion scheinen ständig zu steigen. Diese hohen Ansprüche und die mitunter aggressiven Einsatzbedingungen führen häufig zum vorzeitigen Verlust der entsprechenden Bauteil- oder Systemfunktion.
Abbildung 1 zeigt als Beispiel eine völlig verschlissene Peltonturbinen-Düsennadel nach einigen tausend Betriebsstunden. Wird diese Lebensdauer als inakzeptabel erachtet, muss entweder das gesamte Bauteil aus einem verschleißfesteren Material gefertigt oder der Bereich, in dem der Verschleiß auftritt, geschützt werden. Aus Kostengründen entscheidet man sich in der Regel für Letzteres. Dies führt zu der Möglichkeit, eine Oberflächenbeschichtung zu verwenden. In diesem Fall kann entweder das gesamte Bauteil beschichtet werden oder, was manchmal kostengünstiger ist, nur der Bereich, der am meisten angegriffen wird.
Es gibt eine ganze Reihe von Verfahren, mit denen Oberflächenbeschichtungen aufgebracht werden können, und eine nahezu unbegrenzte Anzahl von Beschichtungsmaterialien. Im Allgemeinen kann man sagen, dass thermisches Spritzen das Verfahren mit der größten Auswahl an Beschichtungsmaterialien, Schichtdicken und daraus resultierenden Eigenschaften ist.

Abbildung 1 – Verchromte Düsennadel aus 13/4 Stahl für Peltonturbinen nach dem Einsatz.
Thermisches Spritzen - eine Definition
Thermisches Spritzen wird wie folgt definiert: "Thermische Spritztechniken sind Beschichtungsverfahren, bei denen geschmolzene (oder erhitzte) Materialien auf eine Oberfläche gespritzt werden. Das "Ausgangsmaterial" (Beschichtungsvorprodukt) wird durch elektrische (Plasma oder Lichtbogen) oder chemische Mittel (Verbrennungsflamme) erhitzt." Diese Definition aus Wikipedia beschreibt den Prozess des thermischen Spritzens nicht ausreichend.
Abbildung 2 ist ein Diagramm, das das Prinzip des thermischen Spritzens zeigt. Das Beschichtungsmaterial (in Form von Pulver, Draht oder Stab) wird durch eine Wärmequelle erhitzt oder erweicht. Das entstandene Produkt wird dann durch die Prozessgase auf einen Grundwerkstoff geschleudert, wo es sich schnell verfestigt und eine Beschichtung bildet. Zur Herstellung einer thermischen Spritzschicht sind daher bestimmte Kernelemente erforderlich:
- Der aufzubringende Beschichtungsstoff
- ein System zur Zuführung des Materials
- Die Ausrüstung, d. h. die Spritzpistole, mit der das Beschichtungsmaterial aufgetragen und auf das Werkstück getrieben wird
- Ein Steuerungssystem, das die Verarbeitungsmedien und die Betriebsmittel genau steuert
Je nach dem verwendeten Spritzverfahren können auch verschiedene Hilfssysteme erforderlich sein. Dazu können Stromversorgungen gehören, die Wechselstrom in Gleichstrom umwandeln, Wärmetauscher zur Kühlung und Manipulationsgeräte, die die Bewegung der Spritzpistole über dem zu beschichtenden Teil steuern.
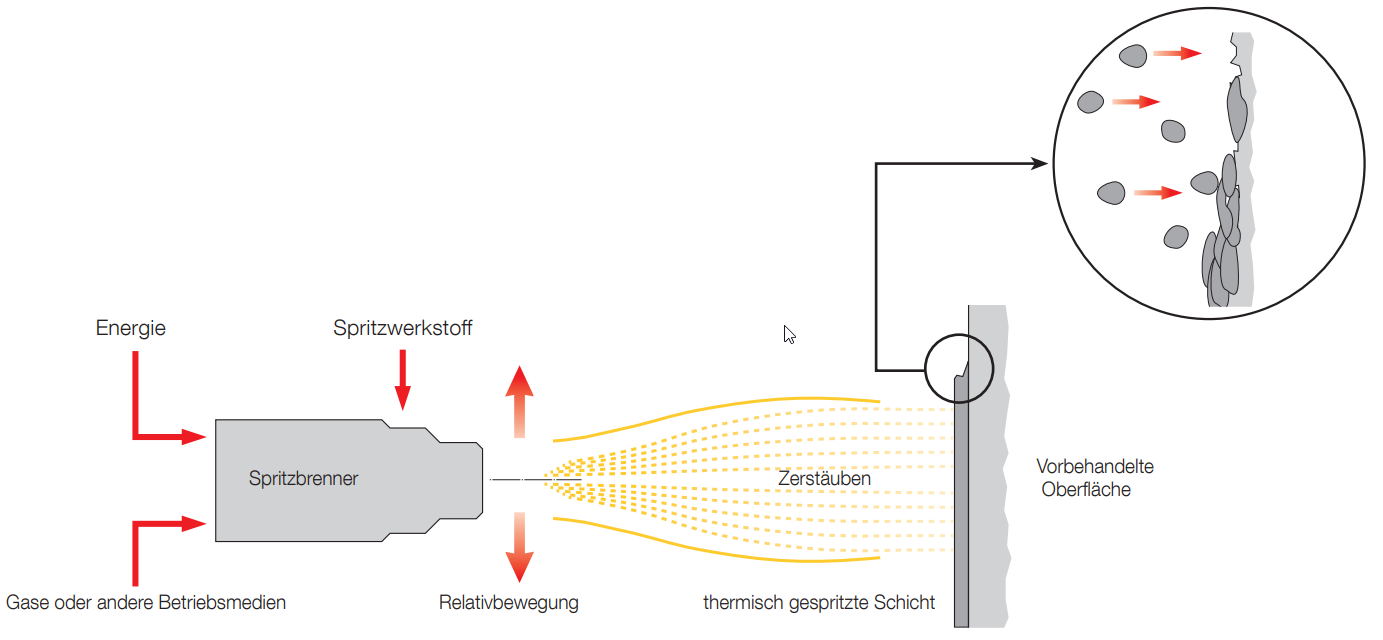
Abbildung 2: Prinzip des thermischen Spritzens
Materialien des Substrats
Neben der verwendeten thermischen Spritzanlage müssen sowohl die abgeschiedenen Materialien als auch die Trägermaterialien (Substrate), auf die sie aufgebracht werden, sorgfältig geprüft werden. Als Trägermaterialien eignen sich solche, die Strahlverfahren zur Aufrauung der Oberfläche standhalten und im Allgemeinen eine Oberflächenhärte von etwa 55 HRC oder weniger aufweisen.
Für die Vorbereitung von Substraten mit höherer Härte sind spezielle Verarbeitungstechniken erforderlich. Da die Haftung der Spritzschicht auf dem Substrat in erster Linie aus mechanischer Bindung besteht, ist eine sorgfältige Reinigung und Vorbehandlung der zu beschichtenden Oberfläche äußerst wichtig.
Beim Sprühen treffen die erweichten oder geschmolzenen Partikel mit hoher Geschwindigkeit auf die Oberfläche. Dadurch verformen sich die Partikel und "spritzen" auf die Oberfläche, um eine Beschichtung zu erzeugen.
Die Wärme der heißen Partikel wird auf das kühlere Grundmaterial übertragen. Während die Partikel schrumpfen und erstarren, verbinden sie sich mit dem aufgerauten Grundmaterial. Die Haftung der Beschichtung beruht also auf einer mechanischen "Verhakung". Dieser Vorgang ist in den Abbildungen 2 und 3 schematisch dargestellt. Der Anteil der metallurgischen Bindung, der durch die Diffusion zwischen den Beschichtungspartikeln und dem Grundwerkstoff entsteht, ist gering und kann bei Diskussionen über die Bindungsmechanismen vernachlässigt werden.
Material der Beschichtung
Im Prinzip kann jedes Material, das sich beim Schmelzen nicht zersetzt, als Beschichtungsmaterial für das thermische Spritzen verwendet werden. Je nach thermischem Spritzverfahren kann der Beschichtungswerkstoff in Draht-, Stab- oder Pulverform vorliegen. In Tabelle 1 sind einige der am häufigsten verwendeten Werkstoffklassen zusammen mit den zugehörigen Eigenschaften und Anwendungsbeispielen aufgeführt.
Die Auswahl eines für eine bestimmte Anwendung geeigneten Beschichtungswerkstoffs erfordert besondere Kenntnisse sowohl über die Einsatzumgebung als auch über die Eigenschaften des Beschichtungswerkstoffs.
Neben den physikalischen Eigenschaften beeinflussen (bei Pulvern) auch die Partikelform, die Partikelgrößenverteilung und das Herstellungsverfahren (d. h. agglomeriert, gesintert, zusammengesetzt) die Beschichtungsleistung. Da die meisten Spritzwerkstoffe als Legierungen oder Mischungen erhältlich sind, führt dies zu einer nahezu unbegrenzten Anzahl von Kombinationsmöglichkeiten, und nur durch langjährige Erfahrung und umfassendes Know-how kann eine geeignete Auswahl getroffen werden.
| Werkstoffgruppe | Typische Legierung | Eigenschaft | Anwendungsbeispiel |
|---|---|---|---|
| Reine Metalle | Zn | Korrosionsschutz | Brückenbau |
| Selbstfließende Legierungen | FeNiBSi | Hohe Härte, schmelzverbunden, geringe Porosität | Wellen, Lager |
| Stähle | Fe 13Cr | Kostengünstig, verschleißbeständig | Reparatur |
| MCrAlY | NiCrAlY | Hochtemperatur-Korrosionsbeständigkeit | Gasturbinenschaufeln |
| Ni-Graphit-Legierungen | Ni 25C | Frettingschutz | Einlaufschichten in Kompressoren |
| Oxide | Al2O3 | Oxidationsbeständig, hohe Härte | Textilindustrie |
| Karbide | WC 12Co | Verschleißbeständig | Wellen |
Tabelle 1
Abbildung 3 – Schematische Darstellung einer thermisch gespritzten Beschichtung
Die Geschichte des thermischen Spritzens
Es wird allgemein angenommen, dass das erste thermische Spritzverfahren von Dr. Max Ulrich Schoop aus Zürich, Schweiz, erfunden wurde. Die (möglicherweise allegorische) Geschichte besagt, dass er mit seinem Sohn spielte und geschmolzenes Blei aus einer Kanone abfeuerte, als er bemerkte, dass es an einer Wand klebte.
Ob dies nun stimmt oder nicht, 1909 patentierte Dr. Schoop erfolgreich die Anwendung eines Verbrennungsprozesses, um Draht zu schmelzen und ihn direkt auf ein Substrat zu schleudern. Sein zweites Patent erhielt er 1911, als er einen elektrischen Lichtbogen als Wärmequelle für die Produktion einsetzte. Das thermische Spritzen war geboren...
Mit der Zeit entwickelte sich das Verfahren weiter. Die Fähigkeit, verschlissene Komponenten ohne Bedenken hinsichtlich der Verformung von Teilen und der Hitzeeinwirkung aufzubereiten, bedeutete, dass das Verbrennungsdrahtverfahren in einzigartiger Weise geeignet war, Teile, die aufgrund militärischer Aktivitäten im Zweiten Weltkrieg repariert werden mussten, schnell wieder instand zu setzen. Panzer- und Schiffsteile konnten schnell wieder einsatzfähig gemacht werden.
Es ist heute schwer, sich die damaligen Arbeitsbedingungen vorzustellen, aber wie Sie sehen können, ist der Herr in Abbildung 4 zwar multitaskingfähig, aber ein wenig knapp an dem, was wir heute als erforderliche PSA (persönliche Schutzausrüstung) bezeichnen würden!
Ein Zeitsprung von einigen Jahrzehnten führt uns in die Welt des Plasmaspritzens. In gewisser Weise das Arbeitstier der thermischen Spritzindustrie, profitierte diese Technologie von den Fortschritten bei den Pulverherstellungstechniken, um Plasmaspritzschichten mit einer enormen Bandbreite an Eigenschaften herzustellen.
Die durch ein ionisiertes Gas erzeugte Energie stand nun zur Verfügung, um eine Vielzahl von Materialzusammensetzungen in funktionelle Schichten umzuwandeln.
Wie Sie in Abbildung 5 sehen können, hat unser Freund nun Zugang zu einer verbesserten PSA. Auch wenn diese noch nicht den aktuellen Standards entspricht, so ist doch zumindest ein essentieller Augenschutz vorhanden.
Abbildung 4: Spritzen von Verbrennungsdraht mit einer Metco-Spritzpistole in der Mitte des 20. Jahrhunderts
Abbildung 5: Manuelles Luftplasmaspritzen (APS) mit der Metco 3MB-Spritzpistole.
Thermisches Spritzen im Laufe der Jahre
Unabhängig davon, welches thermische Spritzverfahren gewählt wird, gelten die gleichen grundlegenden Funktionsprinzipien wie in Abbildung 6 dargestellt. Ein Material (normalerweise entweder ein Pulver oder ein Draht, je nach verwendetem Verfahren) wird einer Wärmequelle zugeführt.
Das Material wird erweicht (oder geschmolzen) und durch die Wärmequelle und die Prozessgase beschleunigt, bevor es auf die Oberfläche "spritzt" und eine Beschichtung erzeugt. Die wichtigsten Prozessvariablen sind daher die Partikeltemperatur und die Partikelgeschwindigkeit. Beide Faktoren haben einen großen Einfluss auf die Fähigkeit, das Material so abzuscheiden, dass es die gewünschten Schichteigenschaften aufweist.
Im Laufe der Jahre hat sich das thermische Spritzen weiterentwickelt, um den Anforderungen einer großen Zahl unterschiedlicher Anwendungen mit unterschiedlichen Herausforderungen gerecht zu werden.
Glücklicherweise hat dies dazu geführt, dass dem Markt eine ganze Reihe von ergänzenden Verfahren zur Verfügung steht, die diese Anforderungen und noch mehr erfüllen können! Diese Verfahren können anhand ihrer jeweiligen Energiequellen in verschiedene Kategorien eingeteilt werden, mehr dazu finden Sie unter Thermische Spritzverfahren.
Das thermische Spritzen wird sich im Laufe der Jahre sicherlich noch weiterentwickeln. Sei es im Bereich der Materialien, der Ausrüstung oder der Prozesssteuerung, Sie können sicher sein, dass Oerlikon Metco bei der technologischen Entwicklung an vorderster Front steht, um die immer anspruchsvolleren Kundenanforderungen zu erfüllen.
Abbildung 6: Die Grundprinzipien des thermischen Spritzverfahrens.
© Copyright 2025 OC Oerlikon Management AG
Zurück zum Seitenanfang keyboard_arrow_up